Jiangsu Baodie Automation Equipment Co., Ltd.






აღჭურვილობის მახასიათებლები
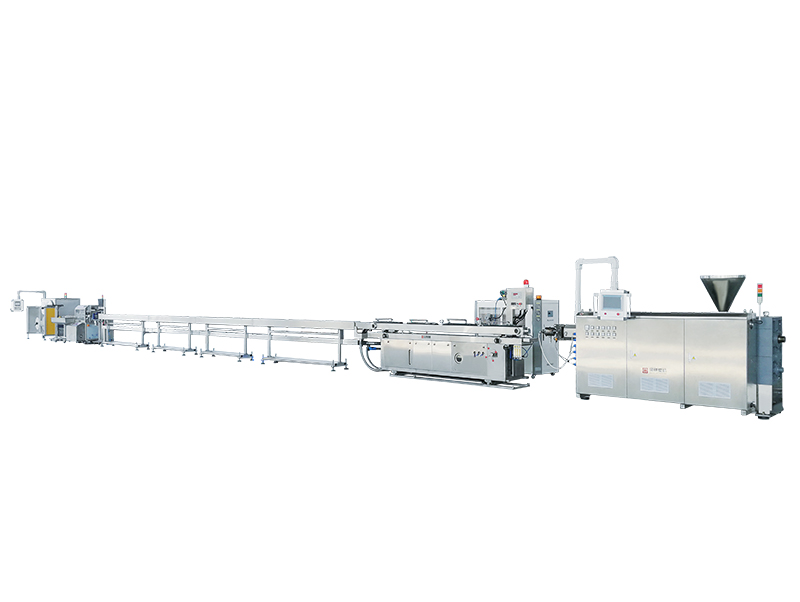
- სპეციალურად შექმნილი მაღალი წნევის დადებითი გადაადგილების შტამპით აღჭურვილი მაღალავტომატური საწარმოო ხაზი უზრუნველყოფს ზუსტ, სტაბილურ და მაღალსიჩქარიან ექსტრუზიას;
- ახალი ვაკუუმის მართვის ტექნოლოგიით: ვაკუუმი და წყლის სისტემა ცალ-ცალკე კონტროლდება. ამ გზით, ჩვენ შეგვიძლია კოორდინაცია გავუწიოთ მრავალდონიანი წყლის ბალანსის მართვის სისტემას ვაკუუმის სისტემასთან, რაც უზრუნველყოფს ვაკუუმის ხარისხის, გამაგრილებელი წყლის დონის და წყლის ნაკადის სტაბილურობას;
- BETA ლაზერული საზომი სისტემა, რომელიც ქმნის დახურული ციკლის უკუკავშირის კონტროლს, რაც გამორიცხავს დიამეტრის გადახრას ონლაინ რეჟიმში;
- მრავალშრიანი ცვეთამედეგი სინქრონული ქამრით აღჭურვილი ამწევი მოწყობილობა, სრიალის ფენომენის გარეშე. მაღალი დონის ზუსტი ლილვაკებიანი ამძრავი წევა, YASKAWA სერვოძრავის სისტემა ან ABB AC ამძრავის სისტემა უზრუნველყოფს უკიდურესად სტაბილურ ამოძრავებას;
- სერვო მართვის სისტემის, Japan Mitsubishi PLC პროგრამირებადი მართვისა და SIEMENS-ის ადამიანის კომპიუტერის ინტერფეისის საფუძველზე, საჭრელს შეუძლია განახორციელოს ზუსტი უწყვეტი ჭრა, დროის ჭრა, სიგრძის დათვლა და ა.შ. ჭრის სიგრძის თავისუფლად დაყენება შესაძლებელია, ხოლო ჭრის დრო შეიძლება ავტომატურად დაყენდეს, რაც შეიძლება დააკმაყოფილოს სხვადასხვა სიგრძის ჭრის სხვადასხვა მოთხოვნები.



ჩვენიუპირატესობა

მთავარი ტექნიკური პარამეტრი
| მოდელი | ტექნოლოგიური მილის დიამეტრის დიაპაზონი (მმ) | ხრახნის დიამეტრი (მმ) | ლ/დ | მთავარი ძალა(კვტ) | გამომავალი(კგ/სთ) |
| SXG-30 | 1.0~6.0 | 30 | 28-30 | 5.5 | 5-10 |
| SXG-45 | 2.5~8.0 | 45 | 28-30 | 15 | 25-30 |
| SXG-50 | 3.5~12.0 | 50 | 28-30 | 18.5 | 32-40 |
| SXG-65 | 5.0~16.0 | 65 | 28-30 | 30/37 | 60-75 |
| SXG-75 | 6.0~20.0 | 75 | 28-30 | 37/45 | 80-100 |
Pe/Pp პატარა მილის სპეციფიკაცია და წარმოების სტატუსის მითითება
| OD (მმ) | წარმოების სიჩქარე(მ/წთ) | დიამეტრის კონტროლის სიზუსტე(≤მმ) |
| ≤4.0 | 65-120 | ±0.04 |
| ≤6.0 | 45-80 | ±0.05 |
| ≤8.0 | 30-48 | ±0.05 |
| ≤10.0 | 23-32 | ±0.08 |
| ≤12.0 | 18-26 | ±0.10 |
| ≤16.0 | 10-18 | ±0.10 |
ჭრის სიზუსტის მითითება
| ჭრის სიგრძე | ≤50 მმ | ≤400 მმ | ≤1000 მმ | ≤2000 მმ |
| ჭრის სიზუსტე | ±0.5 მმ | ±1.5 მმ | ±2.5 მმ | ±4.0 მმ |