Jiangsu Baodie Automation Equipment Co., Ltd.






პროდუქტის ინფორმაცია
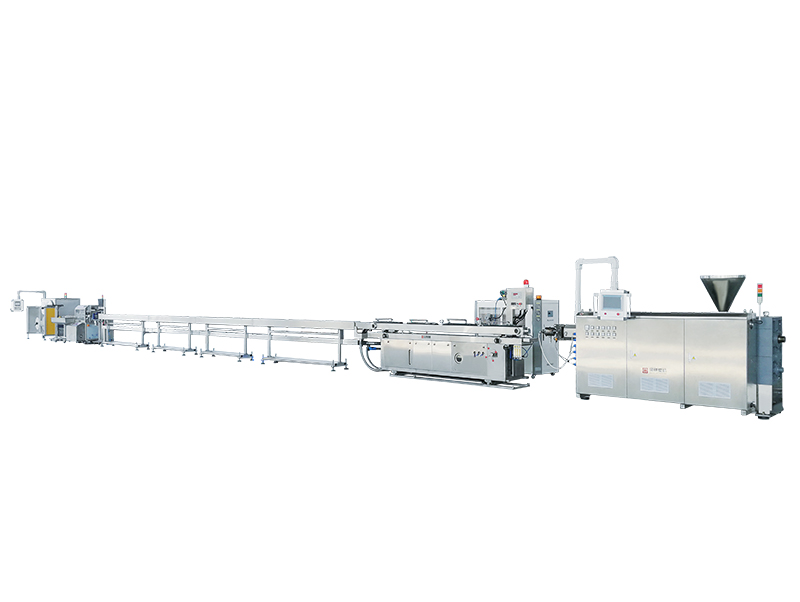
მდიდარი პრაქტიკული გამოცდილებისა და იაპონური ტექნოლოგიების საფუძველზე, ჩვენ შევიმუშავეთ მესამე თაობის PA ზუსტი მილების ექსტრუზიის ხაზი, რომელიც ფართოდ იქნა მიღებული ჩვენი მომხმარებლების მიერ როგორც ქვეყნის შიგნით, ასევე მის ფარგლებს გარეთ.
ჩვენი საბოლოო მომხმარებლები: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group და ა.შ.

ჩვენიუპირატესობა




აღჭურვილობის მახასიათებლები
- PA (ნეილონის) ხრახნი არის DSBM-T MADDOCK ბარიერული ტიპის შემრევი ტრანსპორტირების ხრახნი, რომელიც იდეალურად ეგუება PA მასალას, რომელსაც აქვს მაღალი თერმული მგრძნობელობა, დინებადობა და დნობის სიბლანტე, რითაც უზრუნველყოფს ერთგვაროვან პლასტიფიცირებას და მაღალ გამომავალ ეფექტურობას;
- ბირთვის ღეროები და შტამპი დამზადებულია შვედური „ASSAB“-ის S136 შტამპის ფოლადისგან, ზუსტი დაფქვით, რაც უზრუნველყოფს შიდა ნაკადის ზედაპირის სიპრიალეს და ანტიკოროზიულობას. ყალიბის სტრუქტურა იყენებს „მაღალი წნევის მოცულობითი ტიპის“ მეთოდს, რომელიც ჩვენი კომპანიის მიერ არის ინიცირებული და უზრუნველყოფს მილის მასალის სტაბილურ და მაღალსიჩქარიან ექსტრუზიას მცირე რყევებით;
- „ვაკუუმის ავტომატური ზუსტი კონტროლის“ ახალი ტექნოლოგიით: ვაკუუმი და წყლის სისტემა ცალ-ცალკე კონტროლდება. ამ გზით, ჩვენ შეგვიძლია კოორდინაცია გავუწიოთ მრავალდონიანი წყლის ბალანსის კონტროლის სისტემას ვაკუუმის სისტემასთან, რაც უზრუნველყოფს ვაკუუმის სტაბილურ ხარისხს, გამაგრილებელი წყლის დონეს და წყლის ნაკადს.
- მაღალი ხარისხის ლაზერული საზომი სისტემა, რომელიც ქმნის დახურული ციკლის უკუკავშირის კონტროლს, რაც ამცირებს დიამეტრის გადახრას ონლაინ რეჟიმში;
- მრავალშრიანი ცვეთამედეგი სინქრონული ქამრით აღჭურვილი ამწევი მოწყობილობა, სრიალის ფენომენის გარეშე. მაღალი დონის სიზუსტის ლილვაკური ამძრავი, YASKAWA-ს სერვოძრავის სისტემა ან ABB AC მართვის სისტემა უზრუნველყოფს უკიდურესად სტაბილურ ამოძრავებას.
- სერვოძრავის სისტემის, Japan Mitsubishi PLC პროგრამირებადი მართვისა და SIEMENS-ის ადამიანის კომპიუტერის ინტერფეისის საფუძველზე, საჭრელს შეუძლია განახორციელოს ზუსტი უწყვეტი ჭრა, დროის ჭრა, სიგრძის დათვლა და ა.შ. ჭრის სიგრძის თავისუფლად დაყენება შესაძლებელია, ხოლო ჭრის დრო შეიძლება ავტომატურად დაყენდეს, რაც შეიძლება დააკმაყოფილოს სხვადასხვა სიგრძის ჭრის სხვადასხვა მოთხოვნები.

მოკვდი

კალიბრაციის ყდის

ვაკუუმური გაგრილების ავზი

ლაზერული ლიანდაგი

გამწევი და საჭრელი

შემგროვებელი ავზი

დახვევის მანქანა
მთავარი ტექნიკური პარამეტრი
| მოდელი | ტექნოლოგიური მილის დიამეტრის დიაპაზონი (მმ) | ხრახნის დიამეტრი (მმ) | ლ/დ | ძირითადი სიმძლავრე (კვტ) | გამომავალი (კგ/სთ) |
| SXG-45 | 3.0~12.0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3.0~16.0 | 50 | 30 | 18.5/22 | 28-45 |
| SXG-65 | 3.0~20.0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3.0~20.0 | 75 | 30 | 55/75 | 80-110 |
PA მცირე ზომის მილის სპეციფიკაცია და წარმოების სტატუსის მითითება
| OD (მმ) | წარმოების სიჩქარე(მ/წთ) | დიამეტრის კონტროლის სიზუსტე(≤მმ) |
| 4.0 | 80-100 | ±0.05 |
| 6.0 | 60-80 | ±0.05 |
| 8.0 | 40-50 | ±0.08 |
| 10.0 | 25-40 | ±0.08 |
| 12.0 | 16-30 | ±0.10 |
| 14.0 | 12-20 | ±0.10 |
| 16.0 | 10-15 | ±0.12 |
ჭრის სიზუსტის მითითება
| ჭრის სიგრძე | ≤50 მმ | ≤500 მმ | ≤1000 მმ | ≤2000 მმ |
| ჭრის სიზუსტე | ±0.5 მმ | ±1.0 მმ | ±2.0 მმ | ±3.0 მმ |